Aktie
Unser Team ist stolz darauf, pünktliche Garantie und Produktgarantie für die Kundenzufriedenheit anzubieten.
Mehr lesen

Flache synchronisierte Türdekorpapiere sind dekorative Oberflächenpapiere, die entwickelt wurden, um Innentüren mit bündigem Profil (flach) mit einem synchronisierten Maserungs- oder Texturmuster zu umhüllen, das sich nahtlos über Paneele, Rahmen und umgebende Möbel erstreckt. Der entscheidende Vorteil synchronisierter Dekorpapiere besteht darin, dass die visuelle Maserung, Porenstruktur oder das Muster auf der Türoberfläche genau mit der beim Laminieren aufgebrachten Prägestruktur übereinstimmt – wodurch eine Tiefe und ein Realismus entsteht, die mit einfach bedruckten Papieren nicht erreicht werden können.
Sie sind ein primäres Oberflächenmaterial bei der Herstellung moderner Innentüren und werden von Türherstellern, Herstellern von modularen Möbeln und Herstellern von Einbauschränken verwendet, die eine konsistente, hochwertige dekorative Oberfläche im großen Maßstab benötigen. In diesem Leitfaden erfahren Sie, wie diese Dokumente erstellt werden, welche Spezifikationen wichtig sind, wie die Synchronisierung technisch funktioniert und wie Sie sie richtig bewerten und beschaffen.
Beide Begriffe beschreiben spezifische technische Eigenschaften, die diese Papiere von herkömmlichen Dekorlaminaten oder bedruckten Folien unterscheiden.
„Flach“ bezieht sich auf die Türkonstruktion, für die das Papier konzipiert ist – eine glatte, ebene Türoberfläche ohne gefräste Profile, erhabene Paneele oder geformte Kanten. Flache Türen dominieren das zeitgenössische und skandinavisch beeinflusste Innendesign und machen einen wachsenden Anteil der Türenproduktion für den Wohnbereich aus. Das Papier muss über die gesamte Türoberfläche hinweg eine gleichmäßige Leistung erbringen, ohne die Spannungsentlastung, die gefaltete oder umwickelte Profile bieten würden. Daher sind Dimensionsstabilität und gleichmäßige Haftung auf großen, ununterbrochenen Flächen eine Grundvoraussetzung.
Synchronisation – auch „Registriertes Prägen“ oder „EIR“ (Embossed In Register) genannt – bedeutet, dass die von der Prägepresse aufgebrachte physische Oberflächentextur genau auf die darunter liegende gedruckte Maserung oder das gedruckte Muster ausgerichtet ist. Bei einem Papier mit synchronisierter Holzmaserung beispielsweise fallen die geprägten Porenkanäle genau auf die gedruckten dunklen Maserungslinien, und die erhabenen Rippen der Prägung richten sich nach den helleren Holzfaserbereichen im Druck. Das Ergebnis ist eine taktil-visuelle Kohärenz, bei der das, was Sie sehen, und das, was Sie fühlen, dasselbe sind — ein Effekt, der die wahrgenommene materielle Authentizität stark erhöht.
Bei nicht synchronisierten Papieren wird ein generisches Prägemuster (häufig eine einfache Walzenstruktur) verwendet, das unabhängig vom gedruckten Design angewendet wird. Obwohl die Herstellung kostengünstiger ist, ist das visuelle Ergebnis deutlich flacher und weniger überzeugend, insbesondere bei starken Lichtverhältnissen, die bei Tür- und Wandoberflächenanwendungen üblich sind.
Flache Synchron-Türdekorpapiere sind Verbundstrukturen. Das Verständnis jeder Schicht verdeutlicht, warum Spezifikationen wie Flächengewicht, Harzbeladung und Auflagedicke für die Leistung der fertigen Tür wichtig sind.
Die Grundlage ist ein hochveredeltes, mit Titandioxid angereichertes Alpha-Zellulosepapier. Der TiO₂-Gehalt verleiht dem Papier seine charakteristische hohe Opazität (typischerweise). über 92 % ), was wichtig ist, um zu verhindern, dass die Farbe des Substrats – MDF, Spanplatte oder HDF-Kern – durchscheint und das Erscheinungsbild des gedruckten Dekors verändert. Die Flächengewichte für Türanwendungspapiere betragen typischerweise ca 60 g/m² bis 130 g/m² , wobei schwerere Gewichte an Türen verwendet werden, bei denen die Oberflächenstruktur des Untergrunds gründlicher abgedeckt werden muss.
Das Dekordesign – Holzmaserung, Stein, einfarbig, Textil oder abstraktes Muster – wird mit Tiefdruck- oder digitalen Tintenstrahldruckmaschinen gedruckt. Der Tiefdruck bleibt der Industriestandard für große Produktionsauflagen, da er über alle Rollen hinweg eine gleichmäßige Farbtiefe und Wiederholgenauigkeit liefert 500 Meter oder mehr . Der digitale Tintenstrahldruck wird zunehmend für kleinere Auflagen, Prototypen und individuelle Dekore eingesetzt, wobei moderne Systeme eine Auflösung von bis zu erreichen 1.200 dpi das kommt der Tiefdruckqualität sehr nahe.
Nach dem Drucken wird das Papier mit duroplastischen Harzen imprägniert – fast überall Melamin-Formaldehyd (MF) für die Oberfläche und Harnstoff-Formaldehyd (UF) für das Kernpapier in einigen Systemen. Die Harzbeladung (das Verhältnis von Harz zum Trockengewicht des Papiers) ist eine kritische Spezifikation: typischerweise 80–130 % Harzbeladung für Dekorpapiere, die für die direkte Laminierung auf Türsubstraten bestimmt sind . Eine Unterbelastung verringert die Oberflächenhärte und die Feuchtigkeitsbeständigkeit; Eine Überlastung kann beim Pressformen zu Sprödigkeit und Rissbildung führen.
Für Anwendungen mit höherer Haltbarkeit ist ein transparentes Overlay-Papier (typischerweise Flächengewicht) erforderlich 20–40 g/m² ) wird vor dem Pressen über das Dekorpapier gelegt. Die ebenfalls mit Melamin imprägnierte und teilweise mit Aluminiumoxid zur Abriebfestigkeit beladene Auflage erhöht die Oberflächenhärte und Kratzfestigkeit deutlich. Overlays sind bei Bodenbelägen Standard (bei denen die Anforderungen an die Abriebfestigkeit sehr hoch sind), werden aber auch an Türen in gewerblichen und stark frequentierten Wohnumgebungen verwendet.

Das Erreichen einer echten Synchronisierung von Druck und Prägung auf einer kontinuierlichen Rolle Dekorpapier ist eine Herausforderung für die Präzisionstechnik. Der Prozess umfasst drei streng kontrollierte Produktionsstufen.
Die erforderliche Präzision macht die synchronisierte Dekorpapierproduktion deutlich kapitalintensiver als nicht synchronisierte Alternativen, was sich im Preisaufschlag widerspiegelt — Synchronisierte Papiere kosten in der Regel 15–35 % mehr als vergleichbare nicht synchronisierte Dekorpapiere – aber der optische Qualitätsunterschied rechtfertigt dies für Türenhersteller, die im mittleren bis gehobenen Marktsegment konkurrieren.
Bei der Beschaffung von Flachsynchron-Türdekorpapieren haben die folgenden Spezifikationen den direktesten Einfluss auf die Qualität der fertigen Tür, die Kompatibilität mit der Produktionslinie und die langfristige Oberflächenleistung:
| Spezifikation | Typischer Bereich | Warum es wichtig ist |
|---|---|---|
| Basisgewicht | 60–130 g/m² | Schwereres Papier verdeckt die Textur des Substrats besser; beeinflusst die Gleichmäßigkeit der Harzaufnahme |
| Harzbeladung (frei von flüchtigen Stoffen) | 80–130 % | Bestimmt die Oberflächenhärte, Feuchtigkeitsbeständigkeit und Pressklebefestigkeit |
| Restfeuchtigkeitsgehalt | 4,5–6,5 % | Entscheidend für das Aushärteverhalten in der Presse; Zu trocken führt zur Blasenbildung, zu nass zur Delaminierung |
| Flüchtiger Inhalt | 6–8 % | Beeinflusst das Fließverhalten beim Pressen und den endgültigen Glanzgrad der Oberfläche |
| Opazität | >92 % | Verhindert das Durchschlagen der Substratfarbe; unerlässlich für eine konsistente Dekorfarbe über Chargen hinweg |
| Glanzgrad (Postpress) | 2–90 GU (variiert) | Matte Oberflächen (2–10 GU) dominieren Türanwendungen; Hochglanz erfordert spezielle Pressplatten |
| Prägetiefe | 50–250 µm | Eine tiefere Prägung erhöht den taktilen Realismus; muss auf die Druckfähigkeit der Presse abgestimmt sein |
| Formaldehyd-Emissionsklasse | E1 / E0 / CARB P2 | Einhaltung gesetzlicher Vorschriften für die Luftqualität in Innenräumen; E1 ist das europäische Minimum, E0 und CARB P2 für Premiummärkte |
| Rollenbreite | 1.250–2.100 mm | Die Abmessungen der Druckmaschine und der Substratplatte müssen übereinstimmen, um Abfall zu minimieren |
| Lichtechtheit | ≥6 (ISO 105-B02) | Beständigkeit gegen UV-bedingtes Ausbleichen der Farbe; Niedrigere Werte verursachen innerhalb von 2–3 Jahren eine sichtbare Vergilbung in der Nähe von Fenstern |
Das Dekorsortiment, das in synchronisierten flachen Türpapieren erhältlich ist, spiegelt sowohl anhaltende Designvorlieben als auch wechselnde Innentrends wider. Das Verständnis, welche Dekorkategorien dominieren, hilft Türenherstellern, ihr Produktsortiment an der Marktnachfrage auszurichten, ohne überbesetzte Lagerbestände mit Lagerware zu vermeiden.
Holzmaserungen machen weltweit durchweg den größten Anteil am Verbrauch von Türdekorpapier aus – Branchenschätzungen gehen davon aus, dass Holzmaserungen den größten Anteil daran haben 60–70 % des gesamten Türdekorpapiervolumens . Eiche ist auf den europäischen und nordamerikanischen Märkten vorherrschend, wobei eine besondere Nachfrage nach hellen, natürlichen und gebürsteten Eichenvarianten besteht. Walnuss, Esche und Eukalyptus sind starke Nebenkategorien. Synchronisierte Holzmaserungspapiere liefern optisch überzeugende Ergebnisse, da die registrierten Porenkanäle die taktile Tiefe erzeugen, die dafür sorgt, dass sich die Holzmaserung authentisch und nicht gedruckt anfühlt.
Einfarbige Papiere – insbesondere Weiß, Hellgrau, Anthrazit und Schwarz – sind die zweitgrößte Kategorie, angetrieben durch das anhaltende Wachstum minimalistischer und griffloser Küchen- und Kleiderschranksysteme, bei denen Türen Teil eines einheitlichen Farbschemas sind. Durch die Synchronisierung auf einfarbigen Papieren entstehen subtile Leinen-, Beton- oder gebürstete Metallstrukturen statt einer Maserungsausrichtung und werden wegen der Tiefe geschätzt, die sie einer ansonsten flachen, plastischen Oberfläche verleiht.
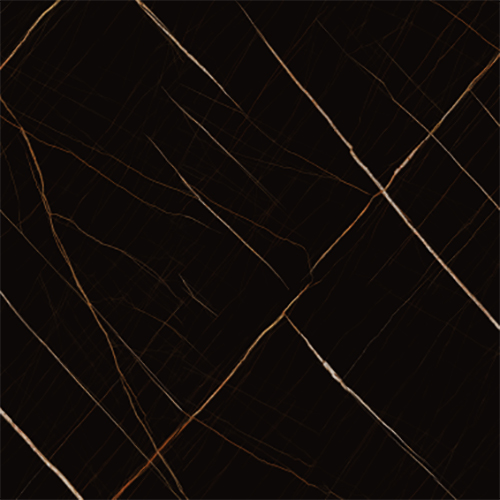
Papiere mit Stein- und Betoneffekt sind die am schnellsten wachsende Dekorkategorie bei Tür- und Paneelanwendungen, angetrieben durch die Beliebtheit der Industrie- und Loft-Ästhetik im Wohndesign. Sincronisierte Betondekore sind besonders effektiv, da die geprägte Mikrotextur den optischen Eindruck der Rauheit der Gussoberfläche verstärkt und die papierbeschichtete Platte so zu einem Bruchteil des Gewichts und der Kosten von echtem Beton nicht zu unterscheiden macht.
Leinen-, Stoffgewebe- und geometrische Musterdekore besetzen eine kleinere, aber designbewusste Nische, vor allem in der Innenausstattung von Gastgewerbe, Einzelhandelseinrichtungen und hochwertigen Wohnprojekten. Diese Papiere profitieren stark von der Synchronisierung, da die gewebte oder geometrische Textur perfekt mit dem Druck übereinstimmt und Oberflächen entstehen, die fotografieren und als wirklich materialreich wirken.
Flat-Synchronize-Dekorpapiere werden mit einer von zwei primären Presstechnologien auf Türsubstrate aufgebracht, jede mit unterschiedlichen Auswirkungen auf das Produktionsvolumen, die Ausrüstungsinvestitionen und die erreichbare Oberflächenqualität.
Bei der Kurztaktkaschierung wird vorimprägniertes Dekorpapier mit einer beheizten Plattenpresse auf den Träger (typischerweise MDF oder Spanplatte) gepresst. Presstemperaturen von 170–210°C und Drücke von 20–35 kg/cm² gelten für Zykluszeiten von 25–60 Sekunden Dabei wird das Melaminharz ausgehärtet und das Papier dauerhaft mit der Platte verbunden. Die Presswalze überträgt beim Aushärten ihre eigene Prägestruktur auf die Papieroberfläche, und bei synchronisierten Systemen wird die Walzenstruktur vor dem Pressen auf den Papierdruck registriert.
SCL ist die vorherrschende Produktionsmethode für flache Türverkleidungen in der Produktion mittlerer bis großer Stückzahlen, wobei moderne Pressen zyklusfähig sind 8–12 Platten pro Minute in automatisierten Mehrtageslichtkonfigurationen.
Beim kontinuierlichen Pressen werden Papier und Substrat in einem kontinuierlichen Prozess zwischen beheizten Stahlbändern geführt. Doppelbandpressen werden vor allem in der großvolumigen Plattenproduktion eingesetzt, bei der eine gleichmäßige Produktion bei hoher Geschwindigkeit im Vordergrund steht. Die Synchronisationsherausforderung beim kontinuierlichen Pressen ist komplexer als beim SCL, da das Papier typischerweise über die gesamte Länge der Presse in Ausrichtung mit der Textur des sich bewegenden Bandes bleiben muss 6–20 Meter . Fortschrittliche Systeme nutzen einen servogesteuerten Papiervorschub, um die Registrierung in Echtzeit aufrechtzuerhalten.
Während Flachtüren hauptsächlich von SCL oder DBP hergestellt werden, verwenden einige Türhersteller flexible PVC- oder Polyurethanfolien anstelle von Papier für umwickelte oder profilierte Elemente an derselben Tür. Es ist wichtig, speziell für die flachen Frontpaneele synchronisierte Dekore auf Papierbasis zu spezifizieren, da Folien- und Papieroberflächen unterschiedliche Glanzgrade, haptische Eigenschaften und Alterungseigenschaften aufweisen, die optisch inkonsistent sind, wenn sie auf derselben Türbaugruppe gemischt werden.
Flat-Synchronize-Türdekorpapiere werden anhand etablierter Standards auf Oberflächenleistung, Raumluftqualität und Nachhaltigkeit getestet. Die Angabe von Papieren mit verifizierter Zertifizierung schützt Hersteller vor Qualitätsstreitigkeiten und erfüllt zunehmend strengere Endbenutzer- und Regulierungsanforderungen.
Hersteller von Flachtüren haben mehrere Optionen für das Oberflächenmaterial. Das Verständnis, wo synchronisiertes Dekorpapier im Vergleich zu Alternativen steht, verdeutlicht das Wertversprechen und hilft dabei, Produkte richtig auf dem Markt zu positionieren.
| Oberflächenmaterial | Visueller Realismus | Oberflächenbeständigkeit | Relative Kosten | Reparierbarkeit | Nachhaltigkeit |
|---|---|---|---|---|---|
| Synchronisiertes Dekorpapier (EIR) | Hoch | Hoch | Mittel | Niedrig | Gut (FSC verfügbar) |
| Nicht synchronisiertes Dekorpapier | Mittel | Hoch | Mittel-Low | Niedrig | Gut (FSC verfügbar) |
| PVC / CPL-Folie | Mittel | Mittel | Niedrig | Niedrig | Schlecht (nicht recycelbar) |
| Hoch-Pressure Laminate (HPL) | Hoch | Sehr hoch | Hoch | Niedrig | Mäßig |
| Echtholzfurnier | Sehr hoch | Mittel | Sehr hoch | Mittel (sandable) | Variabel |
| Lackiertes/bemaltes MDF | Mittel | Mittel | Hoch | Hoch (repaintable) | Mäßig |
Synchronisiertes Dekorpapier nimmt die stärkste Position für die Produktion von Flachtüren im mittleren bis gehobenen Segment ein – Bietet hohen visuellen Realismus und Haltbarkeit zu einem Kostenpunkt, der weit unter dem von HPL oder echtem Furnier liegt, und mit besseren Umwelteigenschaften als PVC-Folien-Alternativen.
Bei Türenherstellern und Paneelherstellern, die flache Synchrondekorpapiere in großen Mengen beschaffen, zeigt sich der Unterschied zwischen einem zuverlässigen und einem inkonsistenten Lieferanten direkt in der Produktionsqualität und den Kundenretouren. Dies sind die Schlüsselfaktoren zur Bewertung über den Preis hinaus.
Farbabweichungen zwischen Produktionschargen sind die häufigste Qualitätsbeanstandung bei der Beschaffung von Dekorpapier. Seriöse Lieferanten halten Farbtoleranzen ein ΔE ≤ 1,0 zwischen Produktionschargen, gemessen anhand eines Master-Referenzstandards. Fordern Sie stets physische Farbstandardmuster für die Eingangsqualitätsprüfung an und bewahren Sie diese auf. Allein die spektralfotometrische Messung übersieht für das Auge sichtbare Textur- und Glanzschwankungen.
Die Synchronisationsqualität sollte an mehreren Punkten jeder gelieferten Rolle überprüft werden, nicht nur am Anfang. Fordern Sie Lieferantendaten zur Messung der Registrierungstoleranz über komplette Produktionsrollen an. Die akzeptable Ausrichtungsabweichung für synchronisierte Papiere in Türqualität beträgt typischerweise maximal ±0,3 mm über die gesamte Rollenlänge ; Alles, was darüber hinausgeht, führt zu einer sichtbaren Desynchronisierung der aus dem letzten Teil der Rolle geschnittenen Platten.
Imprägnierte Dekorpapiere sind hygroskopisch – sie nehmen Feuchtigkeit aus der Luft auf und verändern dadurch ihren Harzgehalt, was sich auf das Druckverhalten auswirkt. Rollen müssen bei gelagert werden 18–22°C und 50–60 % relative Luftfeuchtigkeit Bis unmittelbar vor der Verwendung in einer feuchtigkeitsdichten Verpackung einpacken. Papiere, die über einen längeren Zeitraum außerhalb dieser Bedingungen gelagert werden, pressen ungleichmäßig und können Oberflächenfehler wie Blasenbildung oder ungleichmäßigen Glanz verursachen. Bestätigen Sie den Verpackungsstandard des Lieferanten und überprüfen Sie den Zustand der Rolle beim Empfang, bevor Sie die Lieferung annehmen.
Jedes synchronisierte Dekorpapier verfügt über ein optimales Druckparameterfenster – Temperatur, Druck, Zykluszeit und Feuchtigkeitsgehalt – das genau eingestellt werden muss, um das gewünschte Oberflächenergebnis zu erzielen. Ein zuverlässiger Lieferant stellt detaillierte Pressrichtlinien für jedes Produkt bereit und bietet technische Unterstützung bei der Parameteroptimierung, wenn ein neues Dekor in eine Produktionslinie eingeführt wird. Lieferanten, die diese Dokumentation nicht bereitstellen können, werden wahrscheinlich nicht die Konsistenz aufrechterhalten können, die für die Produktion von Türen in großen Stückzahlen erforderlich ist.
Wir konzentrieren uns auf umweltfreundliche, gesunde und modische Heimdekoration und lassen Ihren Wohnraum mit einzigartigen Charme zum Leuchten bringen.
Copyright © Hangzhou Xinyue Decorative Materials Co., Ltd. All rights reserved.
Custom Decorative Papers Hersteller